
|

 |
 There are hundreds of different profiles and sizes of router bits, many of which have more than one function. It is therefore difficult to categorise them precisely, but the following guide will provide an introduction to the most popular forms. Click Below To Learn More Straight Round Over and Ovolo Cove & Corebox Rebate Edge & Decorative Trimming Beads & Reeds Chamfer, Bevel & V Groove Dovetail & Jointing Panel Profile & Scribe Slotting & Grooving Miniatures Cornice Drill & Hinge Burrs & Rasps Aluminium Plastic Hard Surface All Cutter TypesStraight CuttersThese are primarily used for cutting grooves, slots, recesses and dados, but straight or parallel flute cutters can also be used for mortising, edge trimming and, in conjunction with guide bearings and bushes, for template work. They are the most basic cutters and vary enormously in size from tiny 1.5mm diameter ones for delicate work up to massive 50mm diameter versions. Cutter lengths vary from 5mm to 65 mm so the range is enormous. Single flute straight cutters are used for applications where fast cutting is of more concern than the standard of the finish. As they only have one cutting flute they allow waste material to clear easily and have good plunge cutting characteristics, making them ideal for rough cutting operations and for cutting out prior to edge trimming or profiling. Allows faster feed rates to be maintained, but generally to the detriment of the finished cut edge.  Two flute straight cutters are used for most routing operations, including edge trimming, grooving and rebating. Although they produce a superior surface finish to single flute cutters, waste clearance is far slower necessitating a slower feed speed. Cutters without ‘bottom cut’ should only be fed horizontally into the material, from the edge of the work or from a pre-drilled pilot hole.  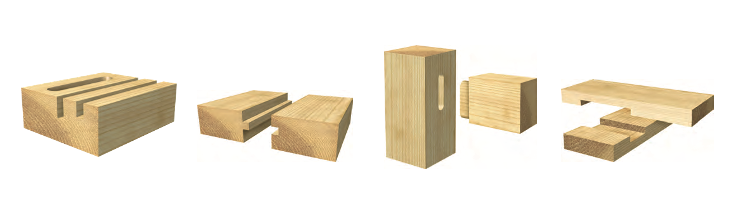 Both 6.3mm and 12.7mm diameter straight cutters are suitable for grooving and rebating. A 1/4 inch (6.35mm) cutter can be plunged in centrally away from the board edge. Tongue and groove joints Use a straight cutter to rout a square tongue on the edge of a board. Cut a matching groove down the centre of the other component, using a wooden strip clamped to both sides to provide a wide flush surface to support the base of the router. Rebated and grooved joints Lap joints, barefaced housings and halving joints are all variations on a basic theme. By clamping several components together flat on a bench you can cut any one of these joints using a straight cutter in a router run against a guide batten. Always resist the temptation to rout grooves and joints in one pass of the router, so take several shallow cuts. Down-cut shear flute cutters have a slicing action that leaves the top edge free of breakout. They are fast cutting and are therefore ideal for grooving and trimming veneered and laminate faced surfaces.  Up/Down-cut shear flute cutters have opposing top and bottom cutting edges that prevent breakout on both the top and bottom edges, making them ideal for cutting and trimming veneer and double faced laminate boards. All sheer flute bits can be honed by hand, because the flute sides are still flat.
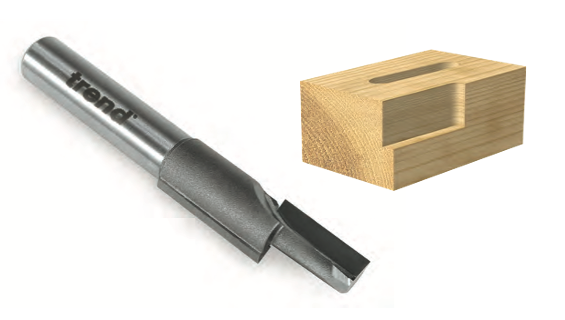
 Spiral cutters are suitable for small mortising and pocket cutting operations on timber. Available as either up-cutting or down-cutting, their action is to either draw the shavings up out of the cut, or push them down through the workpiece. The slicing action of spirals leaves a neat clean edge that is even better than the shear cutters because they make a single continuous uninterrupted cut with each revolution. Their disadvantage is that they are difficult to hone correctly by hand. They are also used extensively for slotting and cutting aluminium alloy extrusions in the window industries, but in these situations cutting lubricant is required to prevent the material melting and sticking to the flutes.  Stagger tooth cutters are used for heavier morticing work, or when cutting deep pockets for locks and other door and joinery fittings, the extra clearance ability and rigidity of a staggered tooth cutter is helpful. However, you still have to make several passes to get the required depth and larger sizes can make the router more difficult to hold steady due to the amount of vibration they produce
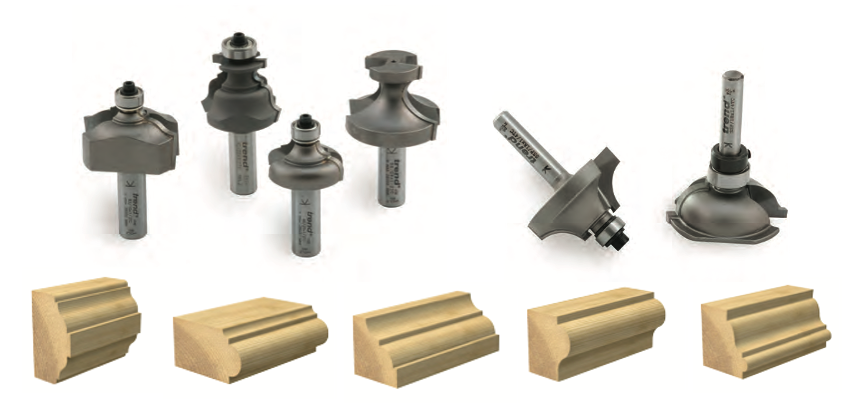
 Plastics and acrylics. Although standard straight, spiral and shear two flute cutters can be used for machining rigid plastic and acrylic materials, specially ground cutters are available for this purpose. Always use a PTFE spray to prevent ‘weld back’ when routing soft plastics that are inclined to melt during cutting, applying it both behind the cut and to the cutter itself. Select a suitable cutting speed to keep the edge temperature low and minimise chattering along the edges of the cut.     Round over and ovolo cuttersThese are one of the most useful edge moulding cutters, as you can produce both profiles with the same cutter. These are generally used to soften the appearance of square-edged worktops, window boards and furniture. By lowering the cutter a top step can be routed. By performing a second pass on the reverse of the workpiece, a full bull-nose can be achieved. The round over is self-explanatory, whilst the ovolo has two small shoulders at the extremes of the radius. To use the same cutter for both profiles, you have to vary both the depth of cut and the size of the bottom bearing, or you can combine the two and have a round over with just a single shoulder.
 Rounding over the arris of a frame using a tiny radius bit makes an enormous difference to the finished effect, particularly if it is done after assembly. Available in a huge range of sizes up to the biggest 38mm radius, these cutters are an essential profile for your cutter kit. They are also made with guide pins rather than bearings, but these are obviously not as versatile as they are not interchangeable, but they will get into tighter corners. Variations with bottom cut, with or without a guide bearing are used for panel cutting. Cove and corebox cutters Generally used as decorative cutters, cove cutters can be used to rout a decorative edge finish, for fluting, or produce pipe and cable ducts. When producing small section cove beading, initially cut the moulding on both edges of a wide piece of timber prior to separating them by sawing along the centre. This allows the workpiece to be held safely. These cutters produce the opposite effect to round over and are sometimes used in combination with them to produce the rule joint. Small diameter corebox cutters are also called fluting bits. The corebox cutter has no bottom bearing, so it can be used for cutting flutes within a panel, whereas the cove cutter usually has a guide on the bottom and is restricted to edge work. These cutters actually remove considerably more material than the ovolo cutter, so they should be used with care and always in a series of shallow steps to avoid overloading both the cutter and the router. Stopped cuts with a corebox cutter are inclined to burn the timber very easily if you dwell in one place too long, so take care and reduce the speed if necessary. Rebate cuttersRebating is a common application and you will need at least one cutter in your collection. The good news though, is that you can buy complete sets with a series of interchangeable bearings that produce a range of rebates with just the one cutter. You vary the width of the cut by changing the bearing diameter. Although you can cut rebates with a straight cutter and the router side-fence, the use of bearing-guided cutters is easier and allows you to form a rebate round a curved edge, or within an already assembled frame. Like many of the other profile cutters they are also available with guide pins as well as bearings, but these do tend to mark the work. Self-guided rebate cutters can be used on straight as well as curved work. Although the width of the rebate is set by the guide bearing diameter, different diameter bearings can be fitted to vary the rebate size.  Trimming cuttersThese are used to trim one surface back to match another, e.g. when facing boards with laminate or veneer. It is much easier to cut the laminate oversize and then trim it back flush to the workpiece after it has been stuck down. The router will leave a square or shaped edge depending on the cutter you use. Although there are some trimmers that require the use of the side-fence, most are self guided with bearings. When the bearing is the same diameter as the cutter it is called a flush trimmer and is available in various configurations that allow you to trim either one or two faces at once. They are particularly useful for template work. Pierce and trim cutters are used to form internal cutouts for sinks, hobs and other inset fittings. For this purpose, the opening is first cut in the worktop core prior to the application of the face laminate or veneer. The laminate area within the opening is then pierced through with the drill point of the cutter, allowing the pin guide to be run around the internal edge of the opening, trimming the laminate back perfectly. Before using bearing guided trimming cutters, make sure that the adhesive used to apply the laminate or veneer is thoroughly dry. If not, it is likely to clog the bearing and prevent it from turning. Also, remove any glue deposits from the edge of the base material and the overhanging edge of the laminate, as this will cause the bearing or side-fence to be lifted away, leaving an uneven edge to the finished work.   Edge and Decorative MouldsThere is an extensive range of decorative moulding cutters, including both classical and contemporary styles, and includes some of the cutters already covered. They allow you to reproduce many traditional shapes and profiles for furniture and joinery work and offer many possibilities in the design of attractive and innovative woodwork. They can be used either as pure decoration, or to alter proportion, or maybe to mask or accentuate specific details. Mouldings are used extensively in both furniture and joinery construction. Some large elaborate profiles need a router with 1/2” collet, but you can often build up more complex profiles by making several passes with different shaped cutters.
 You can also vary the profile of a bearing-guided moulding cutter simply by changing the bearing diameter. Matched pairs of moulding cutters can be used for cutting both the moulding and its reverse profile, as for instance when forming the joint between rails and stiles indoors, or the rule joint on a table. Another example is in window making where a glazing bar cutter and its opposite scribing cutter makes short work of stiles and sash bars for window frames. As the range of decorative profiles is so vast it is best to build up your collection as you need it, but a few basics like a Roman Ogee are a useful start. This is one of the most popular of the traditional decorative moulding cutters. The ogee cutter is suitable for finishing the edges of tables and cabinet tops as well as mirror and picture frames. Beads and ReedsAlthough these are another form of decorative mould they deserve a separate description, as they are particularly versatile. The bead is a single semi-circular profile usually run down the corner of a frame and is often used to disguise a join between two components. Used singly, as a decorative edge moulding with shoulders either side, it is called a staff bead, one of the classic profiles from the past. Sometimes several beads are combined on a flat face, an effect called a reed, which is useful for adding detail to otherwise plain edges. 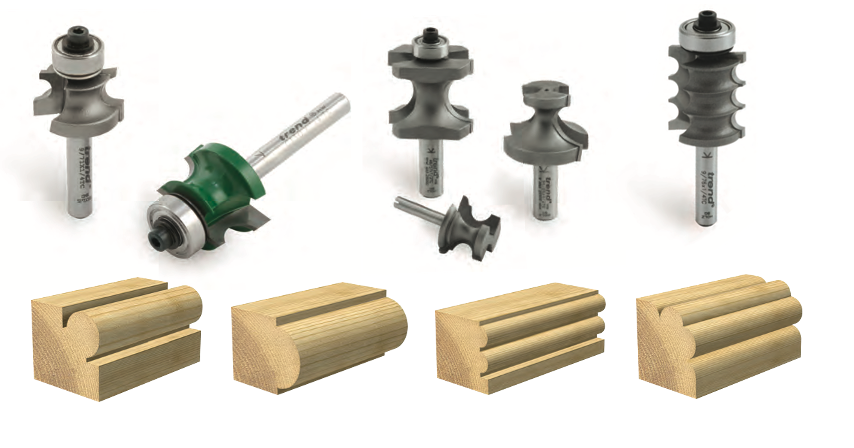 Chamfer, bevel and V groovesChamfer and bevel cutters are usually self-guided and allow you to very quickly add shape to an otherwise plain corner of the work. The stopped chamfer in particular is a very effective and practical detail. Bevels are not always 45°, though this is the most popular angle. Chamfers can be used as a decorative edge on timber worktops, furniture legs and rails. They can also be used for removing the arris on posts and rail structures, such as fences, gates and garden furniture. When joining boards edge to edge, abutting edges can be chamfered to produce a v-groove to disguise the glue joint. Using the other angles you can cut deeper or shallower tapers, or even the accurate angles needed for coopering or laminated work. V groove cutters are mostly unguided and vary in angle from 25 to 60°. The main uses of the v-cutter are for decorative grooves, fluting, imitation matchlining on panel materials, and free-hand or template letter carving. Light edge chamfering can also be carried out using this cutter on both timber and laminates. They are used for a variety of purposes from decorative grooving through to relief carving and letter engraving, either freehand or using templates. Small V bits are often referred to as veiners.  Dovetail cutters Dovetail cutters are primarily used in special jigs that allow you to cut this otherwise time-consuming joint very quickly. But there is now such a huge variety of sizes and angles available that you can also use them to cut slides, housings and stair trenching. Although used for cutting housings for shelf ends, unlike straight cutters, the dovetail profile must be cut in one pass only. Always cut the housing before the dovetail tongue and adjust the tongue width to suit. For ease and safety, it is worthwhile considering using the router mounted in an inverted router table for cutting the tongues. Jointing cutters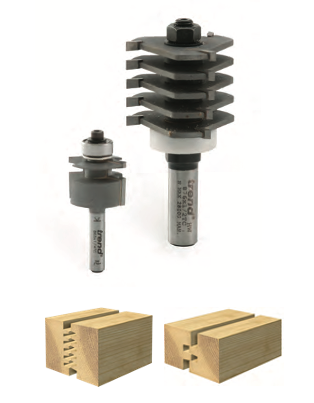 With suitable cutters you can use the router to join timber in various orientations. The idea of all these cutters is to increase the gluing area to add strength. For strengthening butt joints in flat timber, the finger joint is the classic option and this is available in single or multi finger variations. Ideally, for accurate work these cutters need to be used in a router table, but the timber should also be prepared very accurately. For joining pieces at right angles, as for instance in drawer making, there are specialised sets available for making very strong and precise corners. Profile and scribe
There are now single profile cutters with the advantage that they cut the whole joint in one. They are perfect for light cabinet doors that have an internal panel and are available with a range of different profiles. The cutters were originally produced in pairs; one cutter forms the mould round the edge of all the components and the other cuts a matching scribe that forms the joint. However, newer cutters incorporate both of the required profiles in one; you just vary the cutter height to get the correct one. An alternative is to use a single arbor and re-arrange the cutters to suit either the profile or scribe operation. These are all large cutters and are normally only available with 8mm and 1/2” diameter shanks. Panel raising cutters
These are used to produce traditional raised and fielded panels, usually in conjunction with the profile scribe cutters. Available in two forms, they can be either of very large diameter that requires the panel to be worked horizontally, or smaller diameter ones that are used with the panel held vertically. Being so large, it is essential that they are used with a powerful variable speed router that can reduce speed to about 10,000 rpm. Most of the horizontal cutters are bearing guided, so they can field curved or arch topped panels.
Panel mould cutters
These are different from the panel raising cutters in that they are used to cut decorative profiles into an existing plain surface. They are ideal as a means of quickly adding a panel effect detail to a flat door or drawer fronts, but as the cuts are all internal, the corners are necessarily rounded. Normally, they are used in conjunction with a template and guide bush follower, though some have a top mounted bearing as a guide.
Slotting and grooving cutters These are primarily functional rather than decorative and usually consist of a standard arbor onto which you mount a selection of different blades to cut very precise slots or grooves. These cutters can be used singly or stacked up in various combinations to produce specific customised profiles. You can intersperse bearings, shims and spacers to control both the depth and the width of the finished cut. The slotting cutters consist of a flat steel blade which varies in thickness from 1.5 mm up to 20 mm in thickness, with diameters up to 50mm. The usual arrangement is for the disc to have at least two TCT teeth, each ground for precise cutting and clearance angles to ensure that waste clears quickly and freely. Specialised versions allow you to cut different width grooves with the same cutter.
Other versions make decorative cuts in panels and frames to disguise glue lines, or to produce fluting effects. You can also use them to cut traditional tongue and grooving profiles. There are some threaded cutters that screw onto the arbor leaving no projection, which can then be used to cut flush to the inside of a frame, if for instance you are trying to deepen a recess to take double glazing units. Dedicated groovers do not use an arbor but are specifically shaped to cut slots for pipes, slat walls and drawer pulls, or for inserting intumescent strips or weatherseal. One very useful variation of the groover allows you to cut simple biscuit joints without having to go to the expense of a dedicated biscuit jointer machine. Miniatures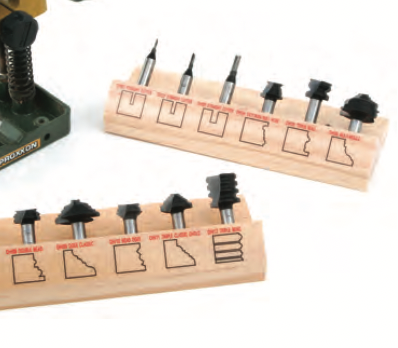
For dolls house work there is now a full range of cutters, all accurately scaled to produce miniature mouldings on skirtings, dados and cornices. These have standard 1/4” shanks and can be used in a conventional router, though a smaller one is easier to handle for this delicate work. Cornice cutters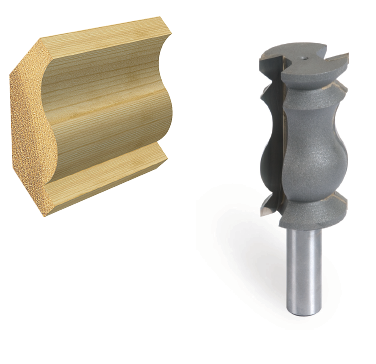 Although it is possible to build up a cornice mould with a series of different cuts on separate pieces of timber, it is much easier to use a dedicated cutter. This rather large tooling allows you to form the profile in one pass and then cut the back chamfer with a separate 45° cutter.
Solid Surface cutters Many new kitchens feature Solid Surface material, a resin composite for making worktops and splashbacks. Although you can work it with standard cutters, there is a whole range of special profiles that have been developed just for this material. As well as having more efficient clearance angles, the cutters have plastic coated bearings to stop any marking of the surface. Plastic and aluminium cutters Again there is a specialised range designed to plunge and mill slots in both plastic and non-ferrous metals but particularly aluminium. Made from HSSE, these cutters should only be used with a coolant and also with the workpiece firmly clamped to prevent kickback. A lower speed range is also recommended.
Drills and hinge sinking Many users overlook the use of the plunge router for drilling, which is a shame because they do it superbly. They have plenty of power and allow straight cutters to be plunged into the work perfectly square, with minimal spelching or breakout. Special drills are available for the accurate sized holes needed for dowelling. One of the best uses of the router is drilling recesses for hinges using a dedicated hinge sinker. With all the fences and stops on the router, a hinge hole can be positioned and drilled with perfect accuracy, but a lower speed is required. Burrs and rasps Materials like GRP, metal, plastic and wood can all be ground with special burrs and rasps that are available for use in the router. Made from either TC or STC, these cutters are often used freehand with the router motor removed from the base. Running at full rpm, they are largely used for de-burring metal, but the coarser rasps are popular for carving wood in the craft trades.
|

















|
|
 Cookson Hardware, Stockport, Greater Manchester UK Online Architectural Ironmongers Thursday 23rd July 2026 |